
Цементтелген карбид тегерек бычактары, жогорку катуулугун, эскирүүгө туруктуулугун жана жогорку температурага туруштук берүүсү менен өнөр жайлык кайра иштетүү тармагында негизги чыгымдалуучу материалдарга айланды, колдонмолор көп суроо-талапка ээ болгон тармактарды камтыйт. Төмөндө өнөр жай сценарийлеринин, кайра иштетүү талаптарынын жана бычактын артыкчылыктарынын көз карашынан талдоо берилген:
I. Металл кайра иштетүү өнөр жайы: кесүү жана калыптандыруу үчүн негизги аспаптар
- Механикалык өндүрүш талаасы
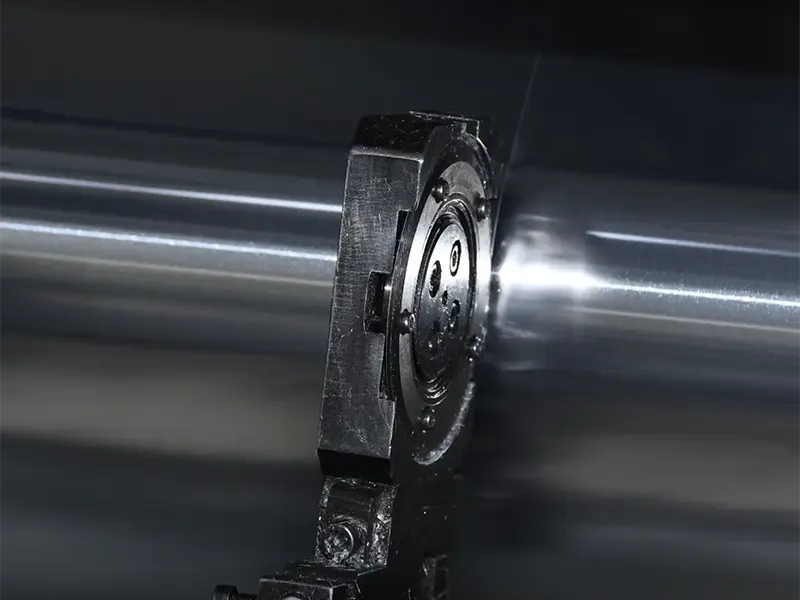
Колдонуу сценарийлери: Автоматтык тетиктерди (кыймылдаткычтын цилиндр блоктору, тиш валдары) жана станоктун аксессуарларын (подшипник шакекчелери, калыптардын өзөктөрү) токаруу жана фрезерлөө.
Blade Артыкчылыктары: Цементтелген карбид тегерек бычактары (мисалы, CBN менен капталган бычактар) жогорку ылдамдыкта кесүү учурунда жогорку температурага жана басымга туруштук бере алат. Болоттор үчүн (мисалы, 45# болот, эритме болот), кесүү тактыгы IT6 - IT7 деңгээлине чейин жетет, ал эми беттик тегиздик Ra ≤ 1.6μm, тактык бөлүктөрүн иштетүү талаптарына жооп берет. - Аэрокосмостук өндүрүш
Типтүү Колдонуу: Титан эритмесин кондуруу шассилерин жана алюминий эритмесин фюзеляждын рамаларын фрезерлөө.
Техникалык талаптар: Көпчүлүк аэрокосмостук материалдар жогорку күчтүү жеңил эритмелери болуп саналат. Тегерек пышактар кайра иштетүү учурунда бычактар менен материалдардын ортосунда химиялык реакцияларды болтурбоо үчүн адгезияга каршы касиеттерге ээ болушу керек (мисалы, TiAlN каптоо). Ошол эле учурда, жээк жаа дизайны кесүү титирөөнү азайтып, жука дубалдуу бөлүктөрдү иштетүү туруктуулугун камсыздай алат.
II. Жыгачты жана эмеректи иштетүү: эффективдүү кесүү үчүн стандарт
- Эмерек өндүрүшү
Колдонуу сценарийлери: тыгыздыктагы тактайларды жана көп катмарлуу такталарды кесүү, катуу жыгачтан жасалган эмеректерди морт жана тенондук иштетүү.
Бычактын түрү: майда бүртүкчөлүү цементтелген карбидден (мисалы, YG6X) жасалган тегерек араа бычактарынын курч жана эскирүүгө туруктуу четтери бар. Кесүү ылдамдыгы 100 жетиши мүмкүн - 200м / с, жана бир бычактын кызмат мөөнөтү тактайларды массалык өндүрүү үчүн ылайыктуу, жогорку ылдамдыктагы болот бычактарды караганда 5 - 8 эсе көп. - Жыгач полду иштетүү
Атайын талаптар: ламинатталган жыгач полду тил менен кесүү үчүн бычактардын таасири жогору болушу керек. Тегерек бычактардын айланма бирдей күч көтөрүүчү конструкциясы четинин чирип кетүү коркунучун азайтат. Ошол эле учурда, каптоо технологиясы (мисалы, алмаз каптоо) кесүү учурунда сүрүлмөлүү жылуулукту азайтып, тактанын четтерин карбонизациялоодон сактайт.

III. Таш жана курулуш материалдары: Катуу жана морт материалдар үчүн эритүүчү
- Таш иштетүү өнөр жайы
Колдонуу сценарийлери: гранит жана мрамор орой блокторун кесүү жана керамикалык плиткаларды иштетүү.
Blade мүнөздөмөлөрү: WC-Co цементтелген карбид матрицасы менен айкалышкан поликристаллдуу алмаз компакт (PDC) менен тегерек бычактар HRA90 же андан жогору катуулугу бар, 7ден төмөн Mohs катуулугу бар таштарды кесип алат жана кесүү натыйжалуулугу салттуу кремний дөңгөлөктөрүнө караганда 30% жогору. - Курулуш инженериясы
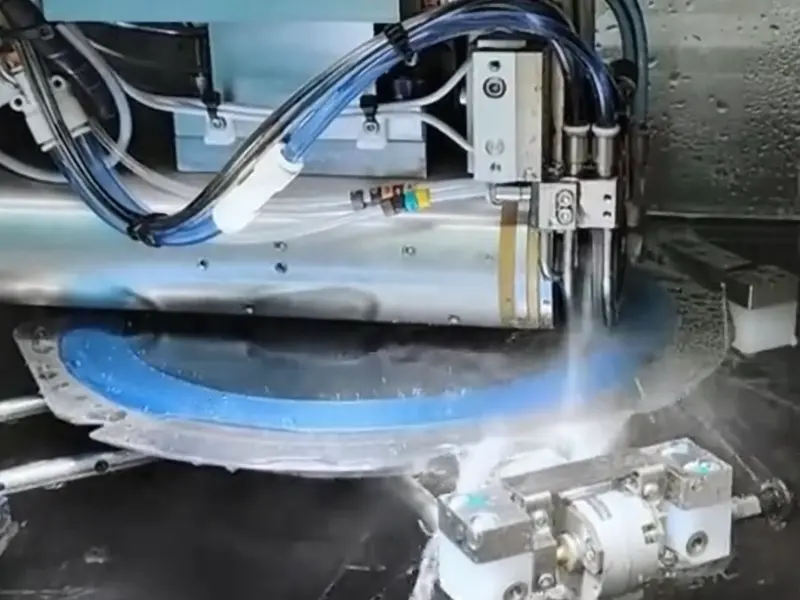
Типтүү жагдай: Бетон курама тетиктерин (мисалы, көпүрөнүн темир-бетон тетиктери) бургулоо жана оюу.
Техникалык өзгөчөлүктөр: Тегерек бычактардын суу менен муздатылган конструкциясы жогорку температурадан улам бетондун жарылуусуна жол бербей, кесүүчү жылуулукту өз убагында алып салышы мүмкүн. Ошол эле учурда, тиштүү жээк дизайны морт материалдарды майдалоо жөндөмүн жогорулатат жана чаңдын булганышын азайтат.

IV. Электроника жана так өндүрүш: Микрон деңгээлинде иштетүү үчүн ачкыч
- Жарым өткөргүч пакеттөө
Колдонуу сценарийлери: кремний пластинкаларын кесүү жана PCB схемаларын депанелдөө.
Blade Precision: Ультра жука цементтелген карбид тегерек бычактары (калыңдыгы 0,1 – 0,3 мм) жогорку тактыктагы шпинделдер менен айкалышып, чиптин таңгагынын микрон деңгээлиндеги иштетүү талаптарына жооп берип, кремний пластиналарды кесүүдө 5μm ичиндеги чиптин көлөмүн көзөмөлдөй алат. Мындан тышкары, бычактардын жогорку эскирүүгө туруктуулугу партияны кесүү учурунда өлчөмдүү ырааттуулукту камсыздай алат. - Тактык тетиктерди иштетүү
Типтүү Колдонмо: Саат кыймылынын тетиктерин жана медициналык аппараттар үчүн минималдуу инвазивдүү хирургиялык аспаптарды фрезерлөө.
Артыкчылыгы: тегерек бычактардын четтери күзгү менен жылмаланган (кедирдиги Ra ≤ 0,01μm), ошондуктан иштетилгенден кийин тетиктин беттерин экинчи ирет майдалоонун кереги жок. Ошол эле учурда, цементтелген карбиддин жогорку катуулугу кичинекей бөлүктөрдү иштетүүдө деформациядан сактанууга жардам берет.
V. Пластик жана резина иштетүү: натыйжалуу калыптандыруу үчүн кепилдик
- Пластик пленка өндүрүү
Колдонуу сценарийлери: BOPP пленкаларын кесүү жана пластикалык барактарды кыркуу.
Бышактын дизайны: Айланма тилүүчү бычактар бычактарга пластик жабышып калуу көрүнүшүн азайтуу үчүн терс бурчтун четинин дизайнын кабыл алат. Туруктуу температураны башкаруу системасы менен айкалышып, алар 150 - 200 ℃ иштетүү температурасында курч жээктерин сактай алат, ал эми кесүү ылдамдыгы 500 - 1000 м/мин жетет. - Резина продуктуларын иштетүү
Типтүү Колдонуу: Дөңгөлөктөрдүн тешигин кесүү жана пломбаларды тазалоо.
Техникалык артыкчылыктары: Цементтелген карбиддик тегерек кесүүчү бычактын четинин катуулугу HRC75 - 80ге жетет, ал нитрил резина сыяктуу ийкемдүү материалдарды 50,000 - 100,000 жолу кайра-кайра бошотот, ал эми четинин эскириши ≤ 0,01 мм болуп, буюмдардын өлчөмдүү ырааттуулугун камсыз кылат.

Посттун убактысы: Jun-17-2025



